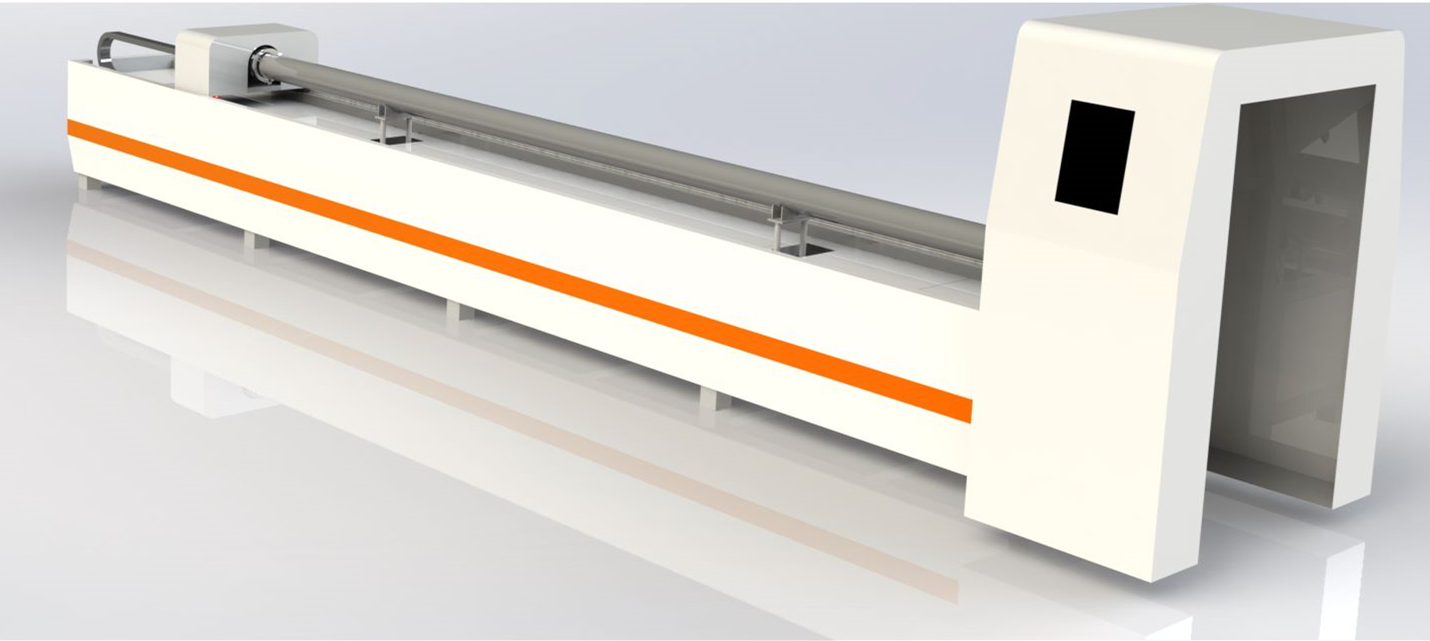
山東激光切割機的產生,讓我們在金屬材料的出產加工領域得到了很大的突破。激光切割機的設計原理是運用經聚焦點的高功率激光束直射產品工件,使被光照的原料快速熔融、氣化、燒損或到達著火點,與此同時依托與光線同軸線的快速氣旋吹除熔化化學物質,從而達到將產品工件劃開。激光切開歸屬于熱切開方式之一,許多加工行業或者機械行業的客戶都處于新舊設備轉化的時期,激光切開與其余熱切開方式相比較的話,實踐優點可概括為以下一些層面:
一、 切開精度高
由于激光光點小、能量高、切開速度更快,因此激光切開可以得到不錯的切開品質。
① 激光切開創傷窄小,割縫兩側平行面而且與表面豎直,切開零件的外形尺寸精度高。
② 切開表面光潔美觀大方,表面粗糙度僅有幾十微米,乃至激光切開能夠做為后一道工藝流程,不必機械加工制作,零部件可當即應用。
③ 原材料歷經激光切開后,熱損害區總寬不大,割縫周邊材料的特性也幾乎不受影響,而且產品工件熱變形小,切開高精度,割縫的立體幾何姿態好,割縫截面姿態呈現比較標準的長方型。
二、 切開效率高
由于激光的傳遞特點,激光切開機上一般裝有數臺數控操作臺,悉數切開全過程能夠一切完成數控。實踐操作時,只需更改數控程序流程,就可適用于不一樣姿態零件的切開,既可展開二維切開,又可完成三維切開。
三、 非接觸式切開
激光切開時割炬與產品無觸碰,不會有專用工具的損壞。出產加工差異樣式的零件,不必拆換“激光頭”,只需更改激光器的輸入輸出首要參數。激光切開全過程噪音低,轟動小。
四、 切開原材料的類型多
與氧乙炔切開和低溫等離子切開較為,激光切開原材料的類型多,包含金屬材料、非金屬材料、金屬材料環烷非金屬材料基復合原料、皮革制品、木料及化學纖維等。可是針對不一樣的原材料,由于自己的熱工藝性能及對激光的消化率不一樣,首要表現出不一樣的激光切開適應能力。