數控等離子切管機是一種新型的熱切管設備, 它的工作原理是利用高溫等離子電弧的熱量使工件切口處的金屬局部熔化,并借高速等離子的動量排除熔融金屬以形成切口的一種加工方法。
1、等離子切管發展到現在,可采用的工作氣體對等離子弧的切管特性以及切管質量、速度都有明顯的影響。常用的等離子弧工作氣體有氬、氫、氮氧空氣、水蒸氣以及某些混合氣體。等離子切管機廣泛運用于汽車、機車、勵容器、化工機械、核工業、通用機械、工程機械、鋼結構等各行各業!
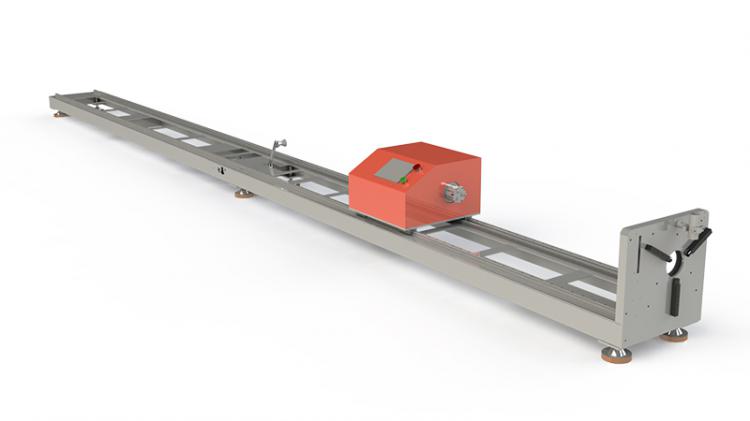
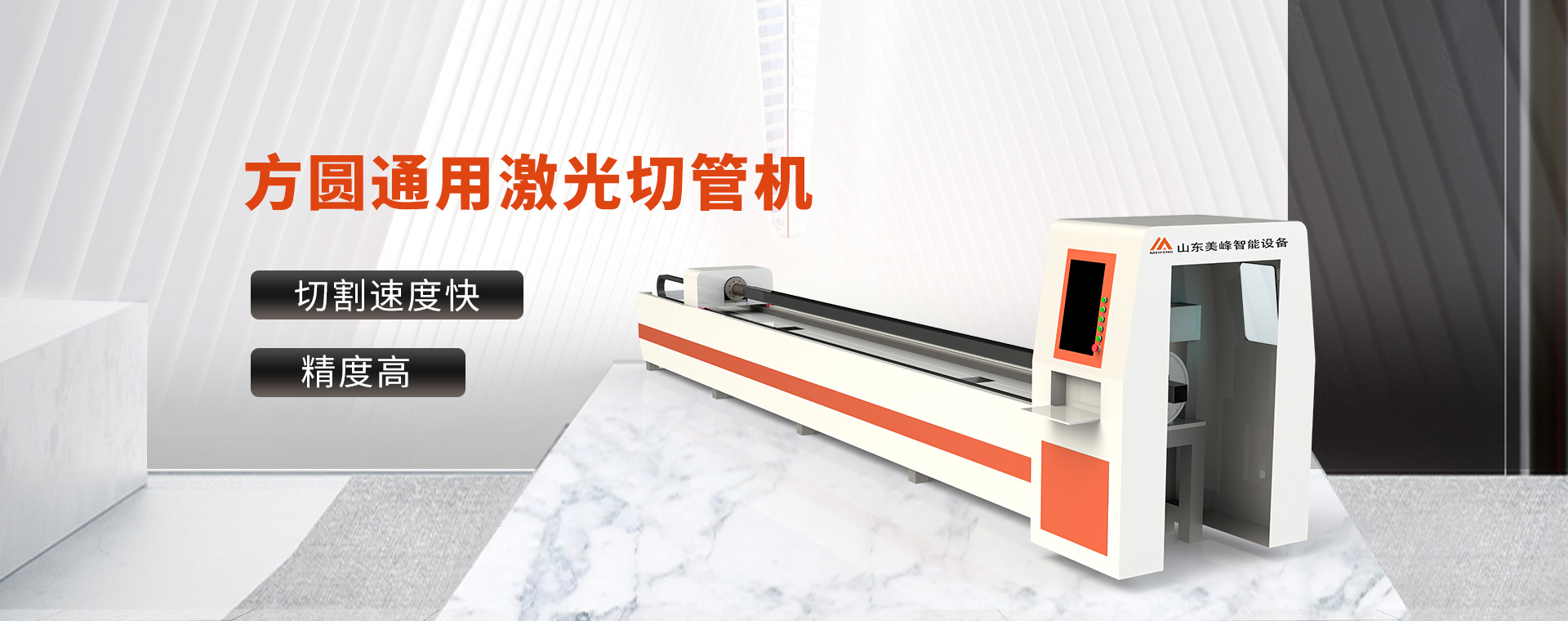
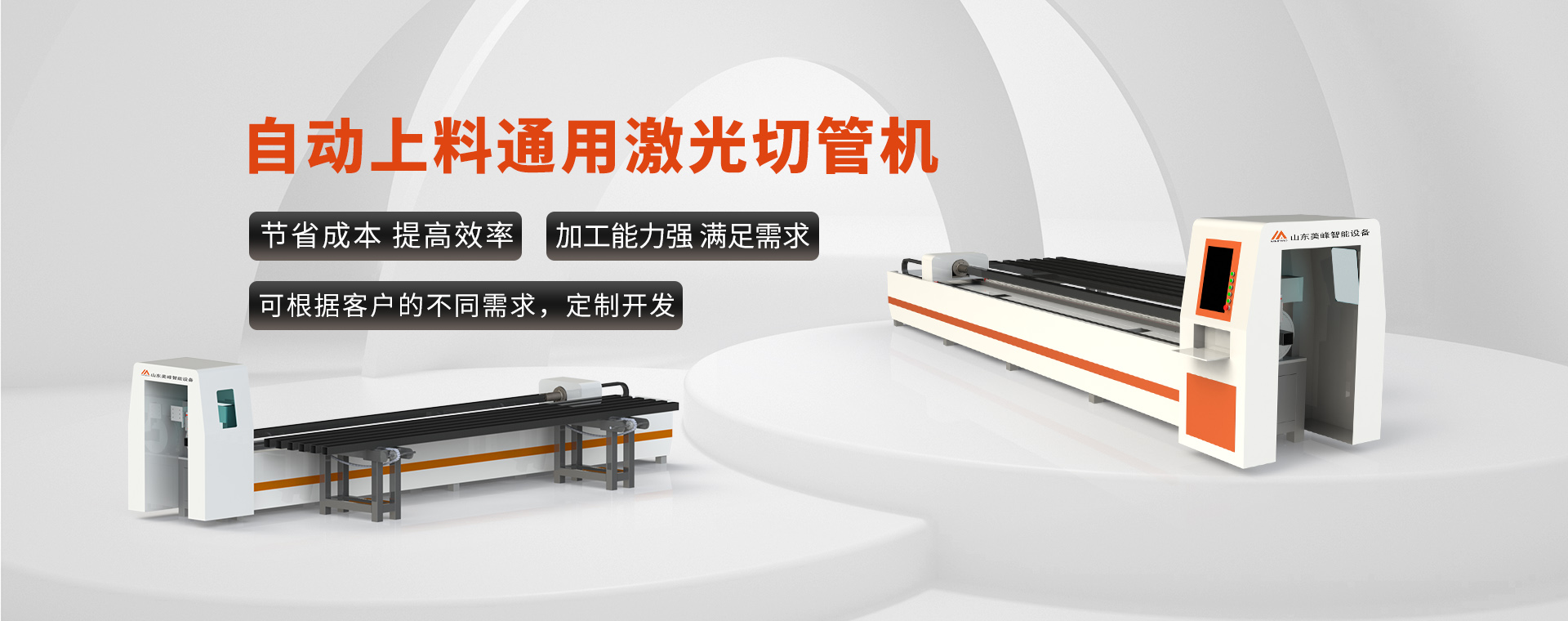
2、激光切管是利用高功率密度的激光束掃描過材料表面,在極短時間內將材料加熱到幾千至上萬攝氏度,使材料熔化或氣化,再用高壓氣體將熔化或氣化物質從切縫中吹走,達到切管材料的目的。
激光切管,由于是用不可見的光束代替了傳統的機械刀,激光刀頭的機械部分與工作無接觸,在工作中不會對工作表面造成劃傷;激光切管速度快,切口光滑平整,-般無需后續加工;切管熱影響區小 ,板材變形小,切縫窄(0.1mm~0.3mm);切口沒有機械應力,剪切喇加工精度高,復性好,不損傷材料表面;數控編程,可加工任意的平面圖,可以對幅面很大的整板切管,無需開模具,經濟省時。
總論:就切管精度而言,等離子能達到1mm以內,激光能達到0.2mm以內;在成本上等離子切管機相對于激光切管機來說要便宜的多,在加工精度上等離子切管相對于激光切管一一個 是粗加工,一個是精細加工!